







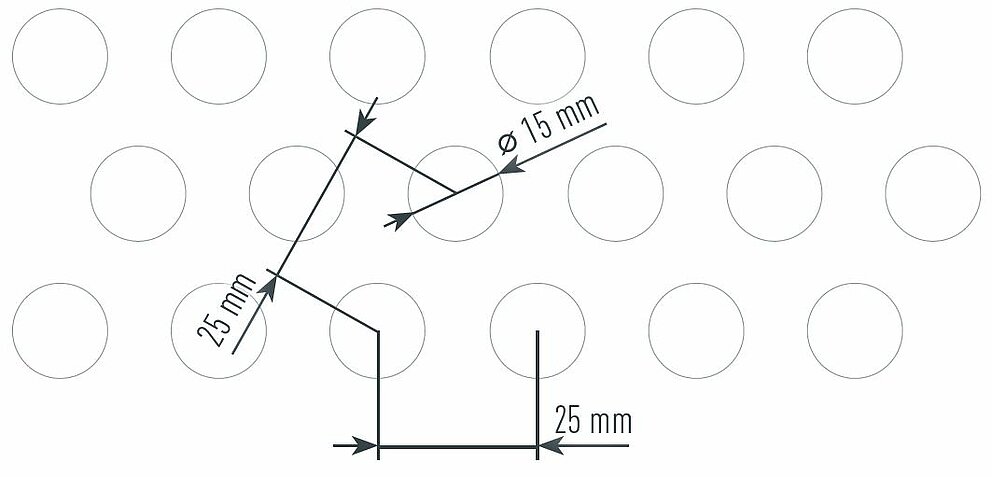
Dbejte na minimální rozměry a úhly, které jsou možné z materiálově-technického hlediska. Ostré úhly lze vyrobit od velikosti úhlu 20°. Pokud je velikost úhlu menší než 20°, musí být vrchol úhlu ukončen příčkou alespoň 25 mm.

Vezměte na vědomí, že vyfrézovaná písmena, firemní loga, šířky perforovaných částí apod. jsou přípustné pouze u kompozitních desek PREFABOND s FR jádrem. U desek s A2 jádrem nejsou takovéto úpravy naopak povoleny.

Upozornění
Dbejte na to, abyste při opracování kompozitních desek vždy používali vhodné osobní bezpečnostní a ochranné prostředky.
K dispozici jsou následující možnosti opracování:
Kliknutím na požadovanou možnost opracování přejdete přímo k příslušnému návodu:
PREFABOND hliníkové kompozitní desky mohou být opracovávány následujícími nástroji: ruční okružní pilou,
stolní okružní pilou nebo vertikální deskovou pilou a kotoučem na kov. Diamantové kotouče jsou také nejvhodnější pro prodloužení životnosti nástroje. Desky vždy opracovávejte ze zadní strany, abyste chránili lakovanou pohledovou stranu. Výslovně se doporučuje odsávání třísek.
Upozornění
Dbejte na to, aby pilový kotouč během použití řezal s minimem otřepů. Pokud tomu tak není, je nutné pilový kotouč servisovat (nabrousit) nebo případně vyměnit.
Pro mechanické kotvení kompozitních desek je nutné připravit pevné a posuvné body. Otvory vyvrtejte běžnou ruční vrtačkou, stojanovou vrtačkou, vykružovacím vrtákem nebo kruhovým výstružníkem.
Se všemi výřezy (např. pro svítidla nebo kliky dveří) si snadno poradíte pomocí běžné horní frézky nebo přímočaré pily. Vodicí šablona vám pomůže při vytváření takových výřezů.
Upozornění
Složité výřezy, jako jsou písmena, firemní loga apod., dokáže společnost PREFA realizovat přímo ve výrobě pomocí CNC frézky. Obrys je nutné dodat v souboru DWG nebo DXF.
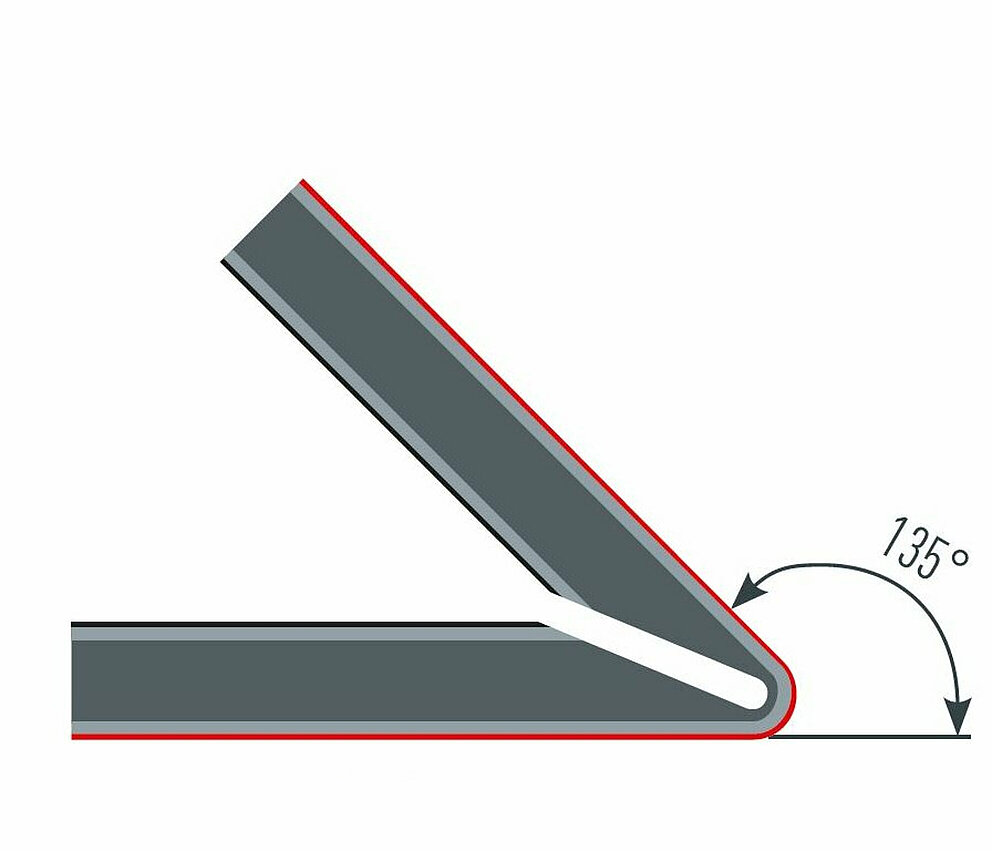
Ostění a rohy lze pomocí techniky frézování „V“ drážek provést jak jako vnitřní roh, tak také jako vnější roh. K tomu se používají drážkovací frézy na „V“ drážky s úhlem otevření 90° a 135°.

Ohýbejte kompozitní desku PREFABOND s FR jádrem při min. 5 °C a s A2 jádrem při min. 20 °C teploty materiálu i okolí, abyste předešli prasklinám na lakované pohledové straně.
Společnost PREFA doporučuje, aby se zejména u kompozitních desek s A2 jádrem frézování „V“ drážek provádělo pouze pomocí CNC obráběcího stroje, aby byla zajištěna správná hloubka frézování.
Pokud se ohýbání provádí při nízkých teplotách (≤ 15 °C), může to způsobit závojovitý vzhled povrchové úpravy. K eliminaci tohoto jevu zahřejte desku na min. 20 °C.
Pro ohyb potřebná „V“ drážka se vždy frézuje na zadní straně desky, a to bez ohledu na to, zda jde o vnitřní nebo vnější roh. Správné frézování „V“ drážky je nutné provést tak, aby na jedné straně zůstalo 0,5 mm krycího plechu (lakovaná pohledová strana) a na druhé straně v jádru dalších 0,2 až 0,4 mm (FR jádro), resp. dalších 0,15 až 0,25 mm (A2 jádro).
Obvyklé je použití drážkovacích fréz s úhlem otevření 90° nebo 135°.

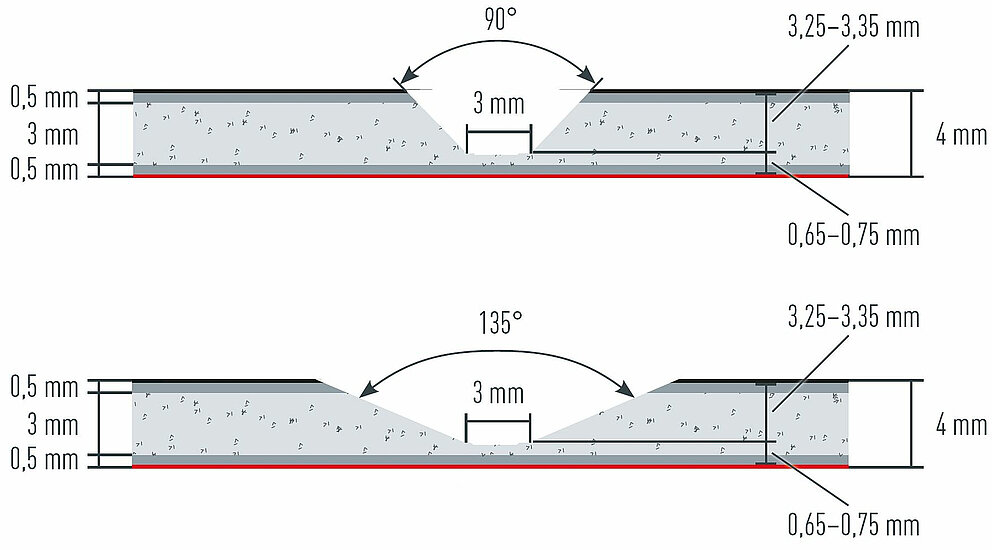
Pokud je „V“ drážka částečně nebo zcela vyfrézována příliš hluboko, není možný estetický ohyb s konstantním poloměrem. Kromě toho může krycí hliníkový plech na pohledové straně popraskat. Pokud však „V“ drážka není vyfrézována dostatečně hluboko, je ohýbání proveditelné jen velmi ztuha. Osa ohybu ve „V“ drážce leží vždy uprostřed zploštělé části frézované drážky.


Nezapomeňte, že kompozitní desky po ohnutí mají určitou zpětnou pružnost. V praxi to znamená, že je nutné je ohnout o něco více, než je požadováno, aby po zpětném pružení bylo dosaženo perfektní rozměrové přesnosti. Nejmenší možná délka ramene ohybu je 20 mm.
Upozornění
Při stanovení správného odvíjení desky vezměte v úvahu, že u montáže lepením je nutné započítat tloušťku lepicího systému. Podle toho, zda se jedná o vnější nebo vnitřní vodní drážku na zadní straně, tuto tloušťku (obvykle: 3 mm) přičtěte k lepicímu systému předepsanému výrobcem lepidla, resp. od něj odečtěte.

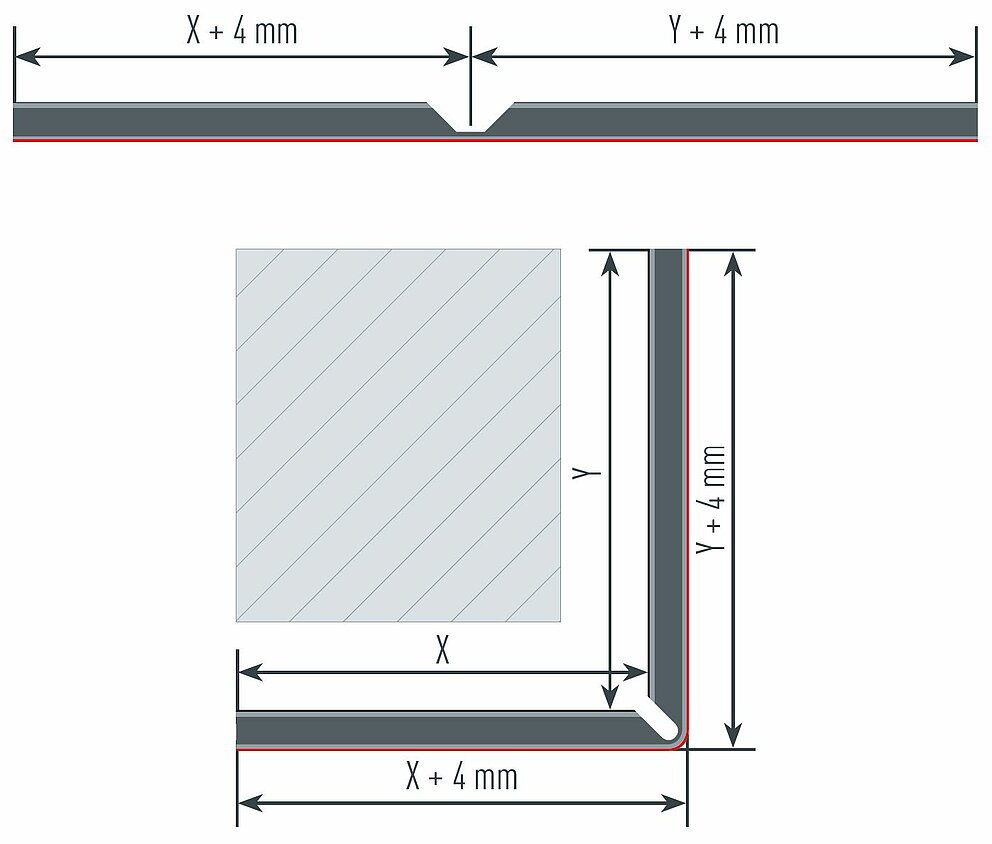
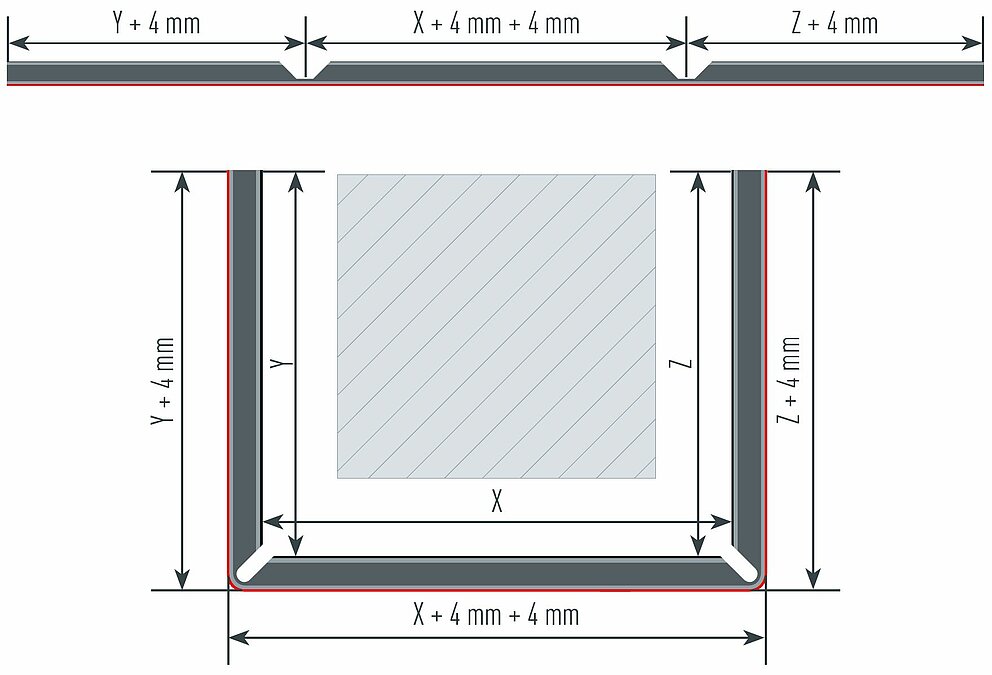
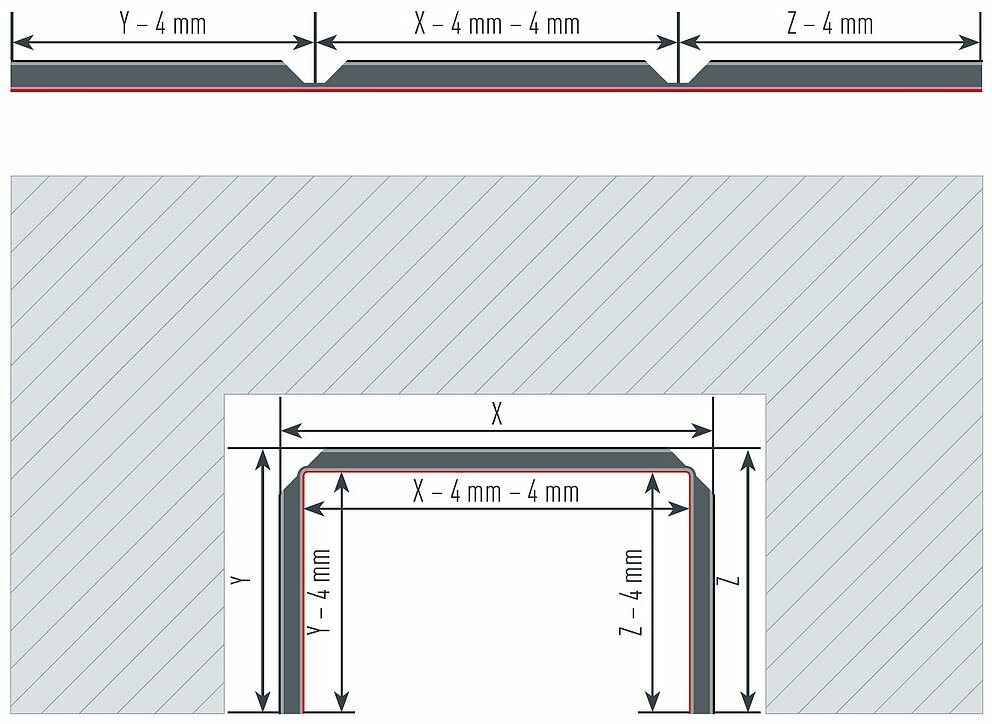
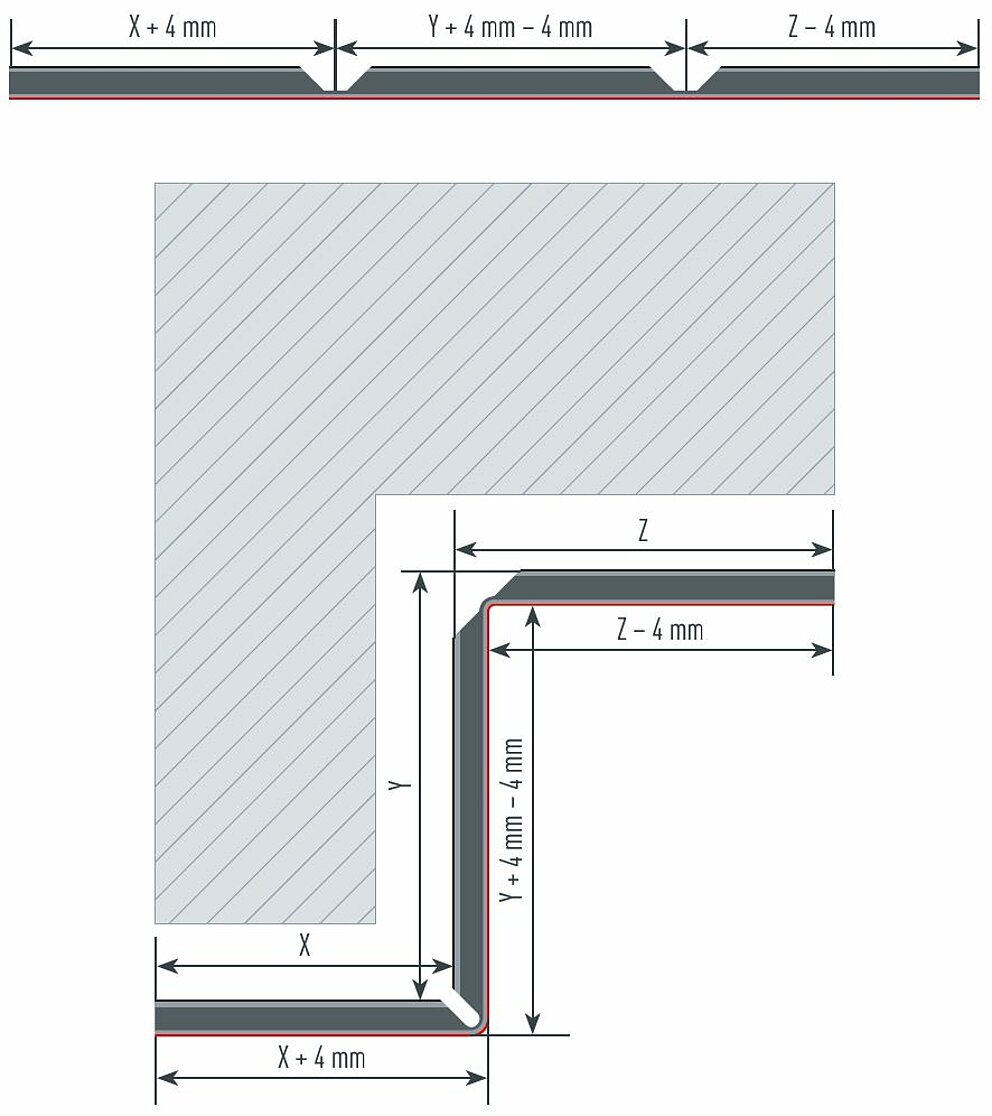
Níže uvedené příklady lze použít jako vodítko. Obrázky pokaždé znázorňují mechanické kotvení.
U vnitřního rohu je nutné tloušťku materiálu kompozitní desky (4 mm) odečíst od naměřených přirozených rozměrů.
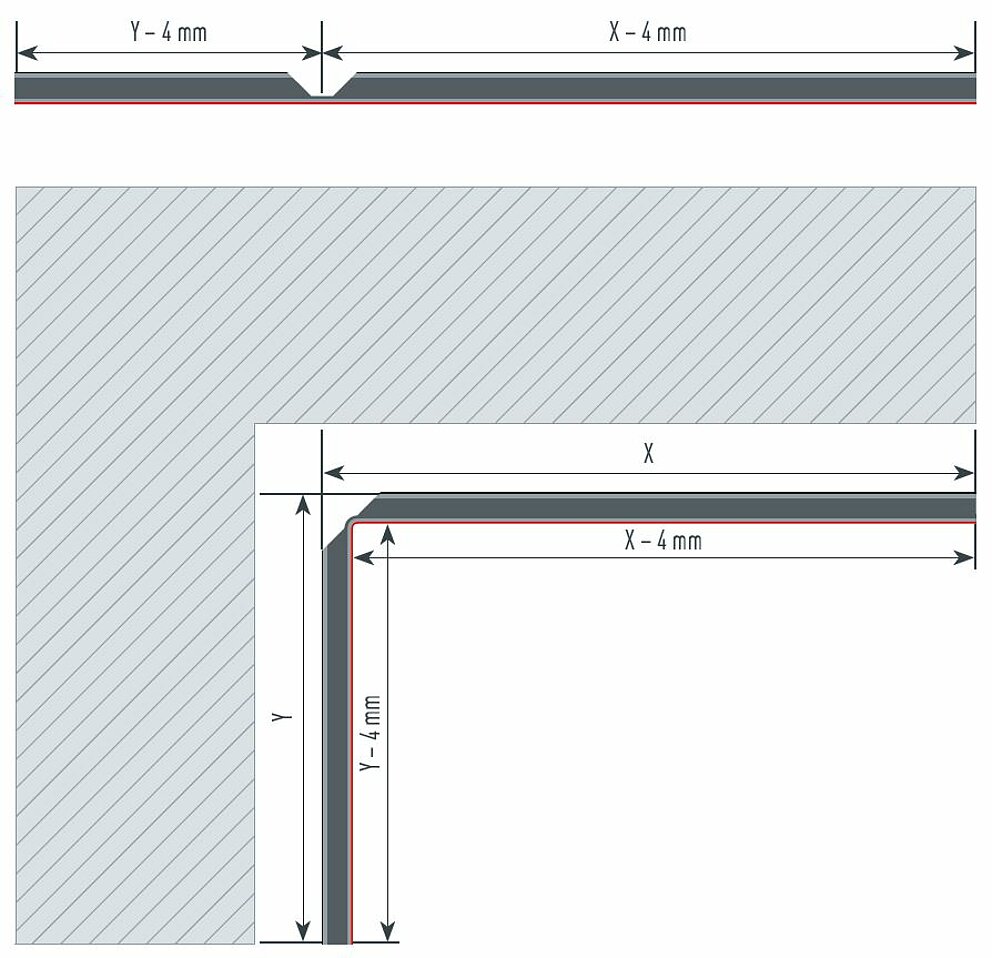
U vnějšího rohu je nutné tloušťku materiálu kompozitní desky (4 mm) k naměřeným přirozeným rozměrům přičíst.
U U-ohybu se dvěma vnějšími rohy se každý roh posuzuje samostatně. Aby se dosáhlo správné frézovací osy, musí být ke každému rameni přičtena tloušťka materiálu (4 mm).
U U-ohybu se dvěma vnitřními rohy se každý roh posuzuje samostatně. Aby se dosáhlo správné frézovací osy, musí být od každého ramene odečtena tloušťka materiálu (4 mm).
U Z-ohybu s jedním vnitřním a jedním vnějším rohem se každý roh posuzuje samostatně. Aby se dosáhlo správné frézovací osy, musí být u vnitřního rohu od každého ramene odečtena tloušťka materiálu (4 mm) a u vnějšího rohu ke každému rameni přičtena.
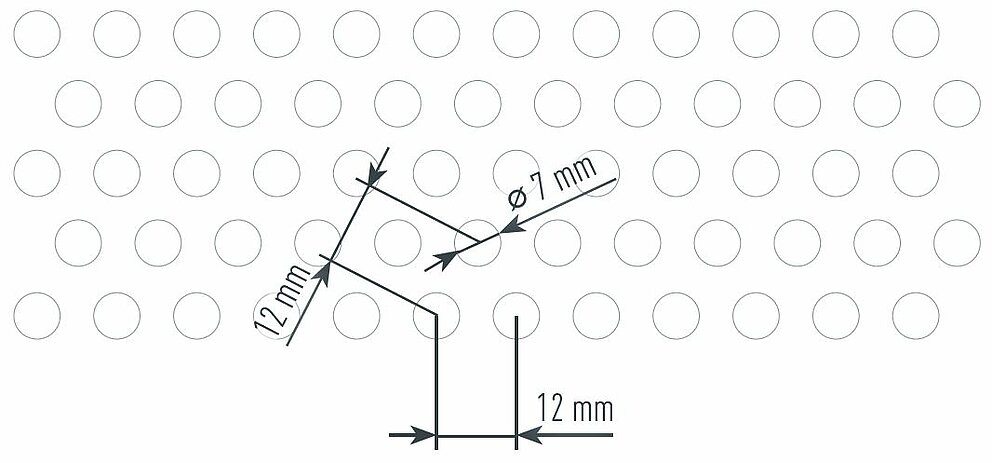
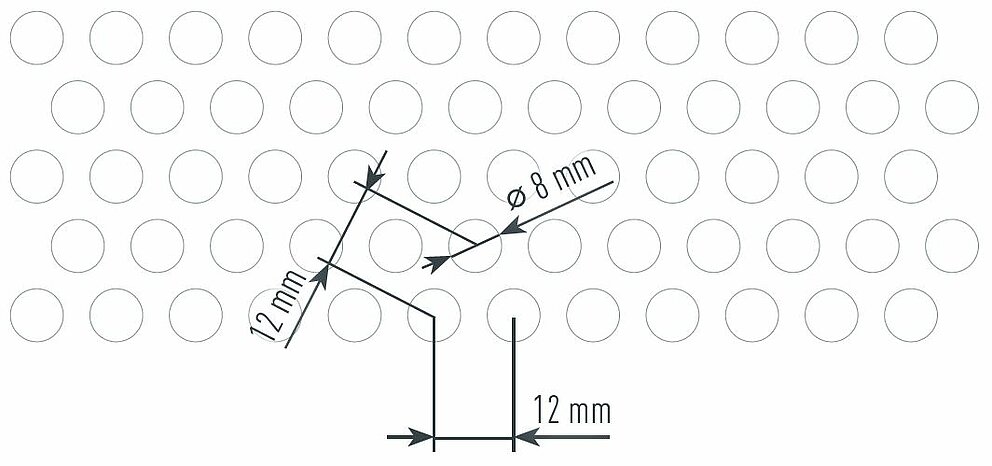
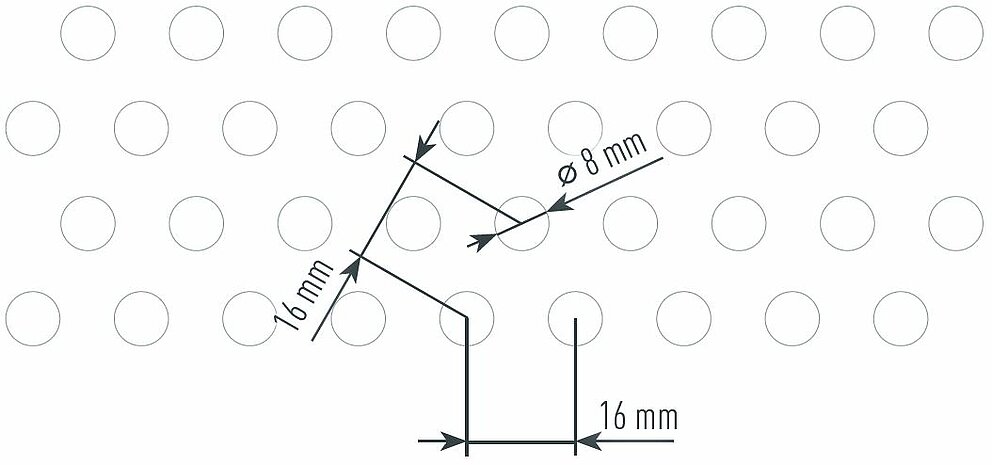
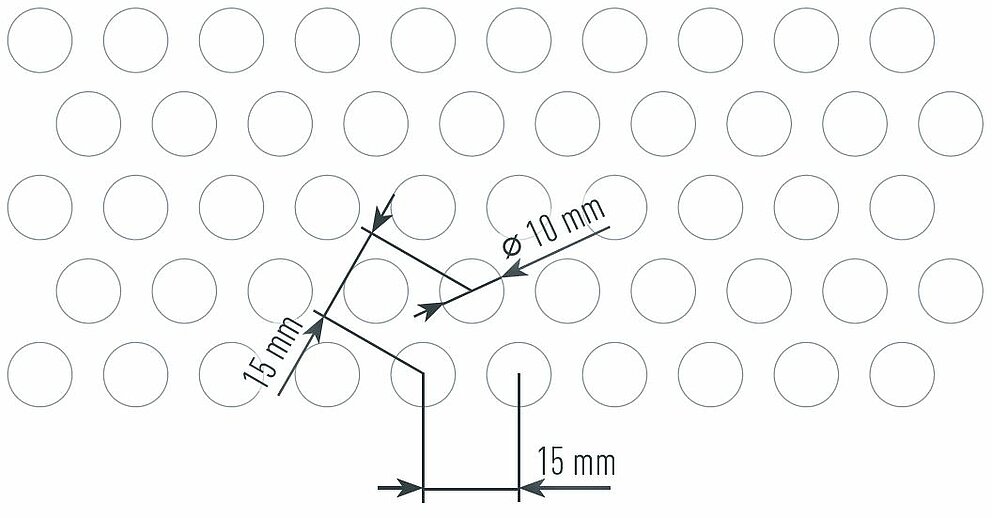
Perforované kompozitní desky PREFABOND mají rovnoměrnou rozteč otvorů. Vzhledem k minerální struktuře jádra se perforace pomocí vysekávacích strojů pro PREFABOND s A2 jádrem nedoporučuje.
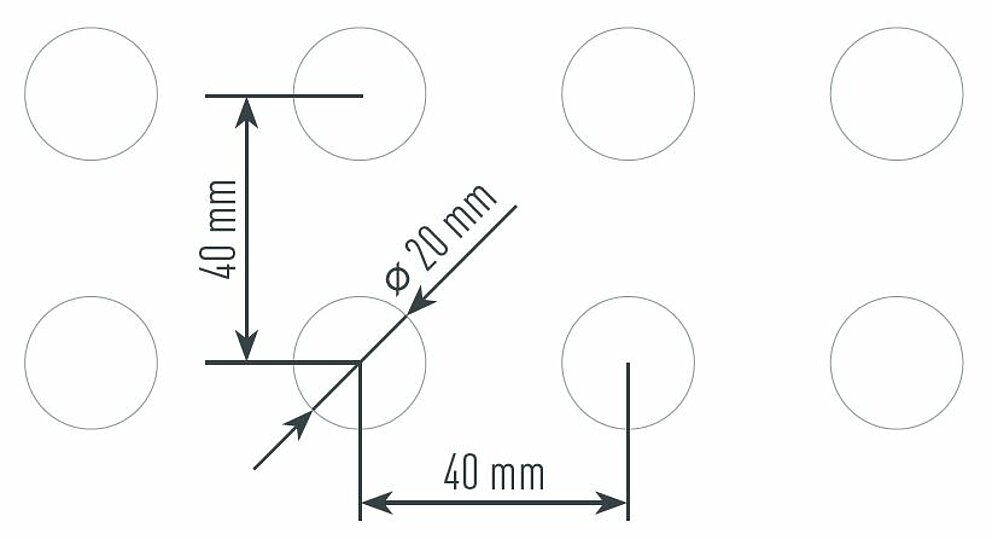
Uspořádání otvorů |
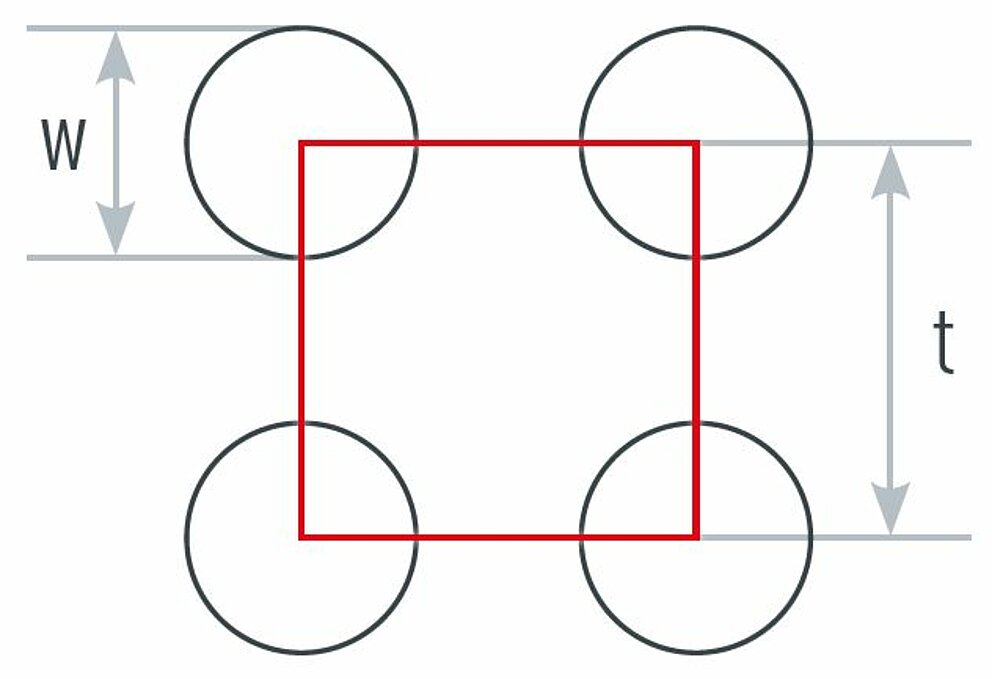
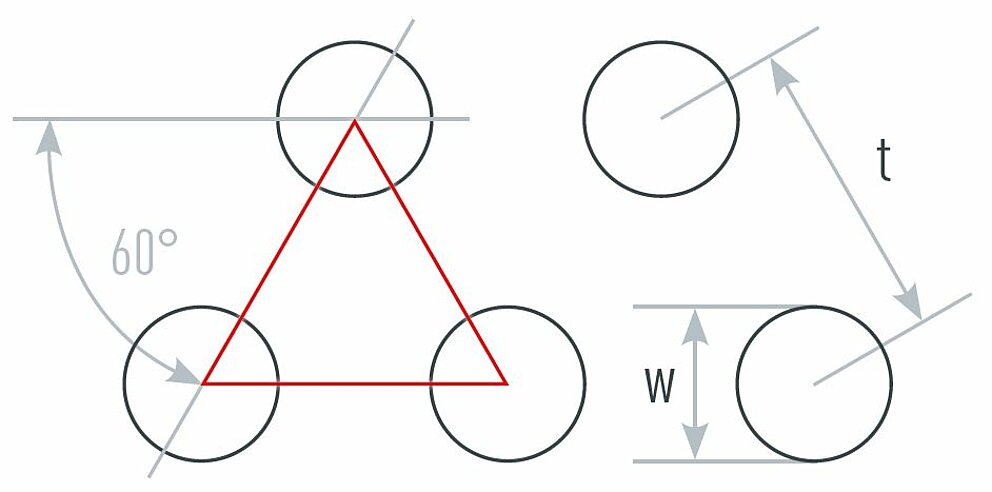
Šířka otvoru [w] |
Rozteč [t] |
Otevřená plocha [%] |
Perforování – kruhové otvory, přímé |
20 mm |
40 mm |
19,6 % |
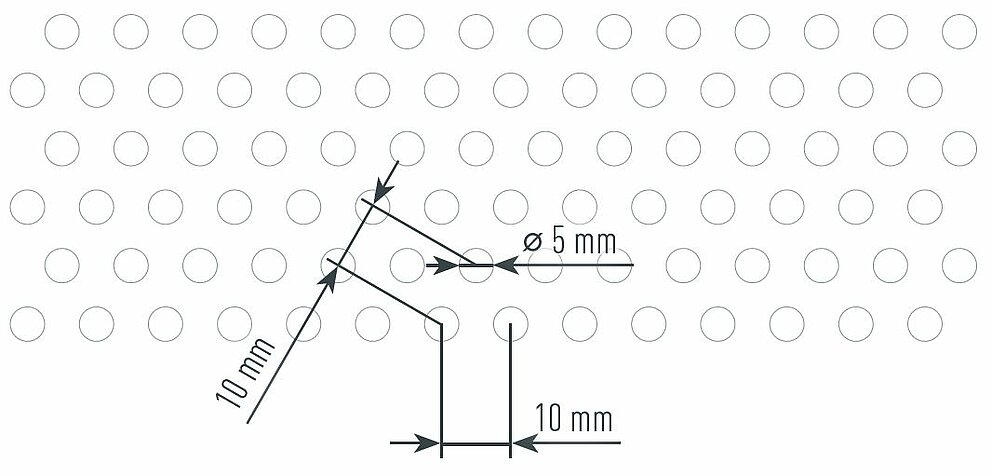
Perforování – kruhové otvory, střídavé |
5 mm |
10 mm |
22,6 % |
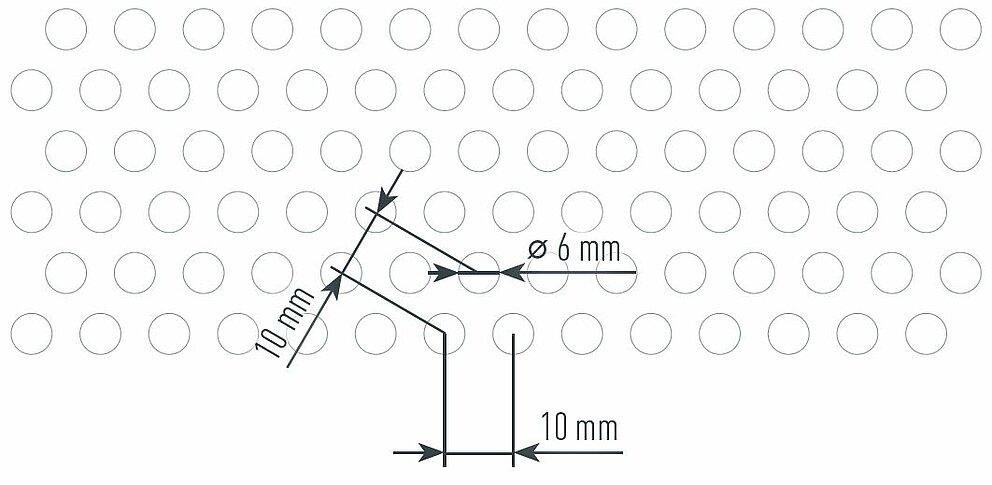
Perforování – kruhové otvory, střídavé |
6 mm |
10 mm |
32,6 % |
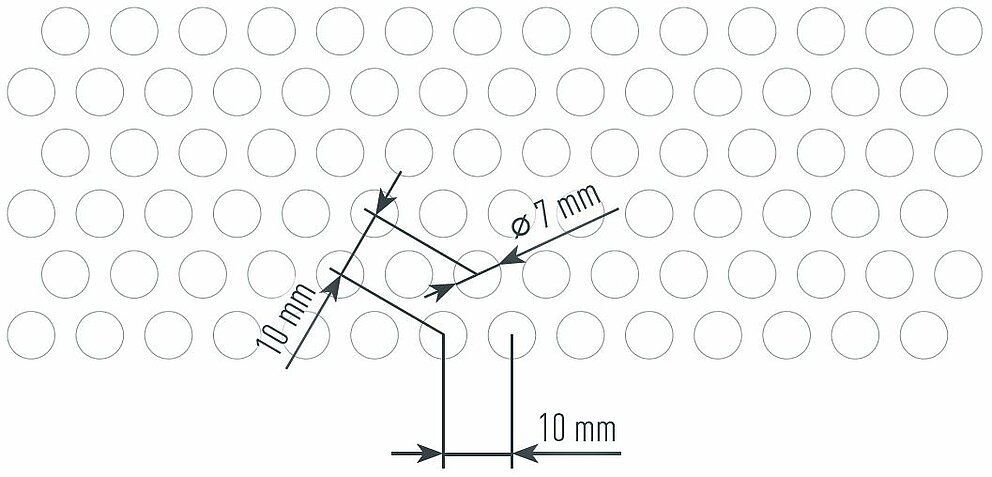
Perforování – kruhové otvory, střídavé |
7 mm |
10 mm |
44,4 % |
Perforování – kruhové otvory, střídavé |
7 mm |
12 mm |
30,8 % |
Perforování – kruhové otvory, střídavé |
8 mm |
12 mm |
40,2 % |
Perforování – kruhové otvory, střídavé |
8 mm |
16 mm |
22,6 % |
Perforování – kruhové otvory, střídavé |
10 mm |
15 mm |
40,2 % |
Perforování – kruhové otvory, střídavé |
15 mm |
25 mm |
32,6 % |
R = perforování
g = přímé řady
v = střídavé řady
W = šířka otvoru
t = rozteč
PREFABOND hliníková kompozitní deska může být ohýbána na tří- nebo čtyřválcových ohýbacích strojích. Společnost PREFA nedoporučuje zaoblování na ohraňovacím lise.
Společnost PREFA nabízí zakružování PREFABOND hliníkové kompozitní desky, přičemž je třeba se řídit následujícími informacemi.
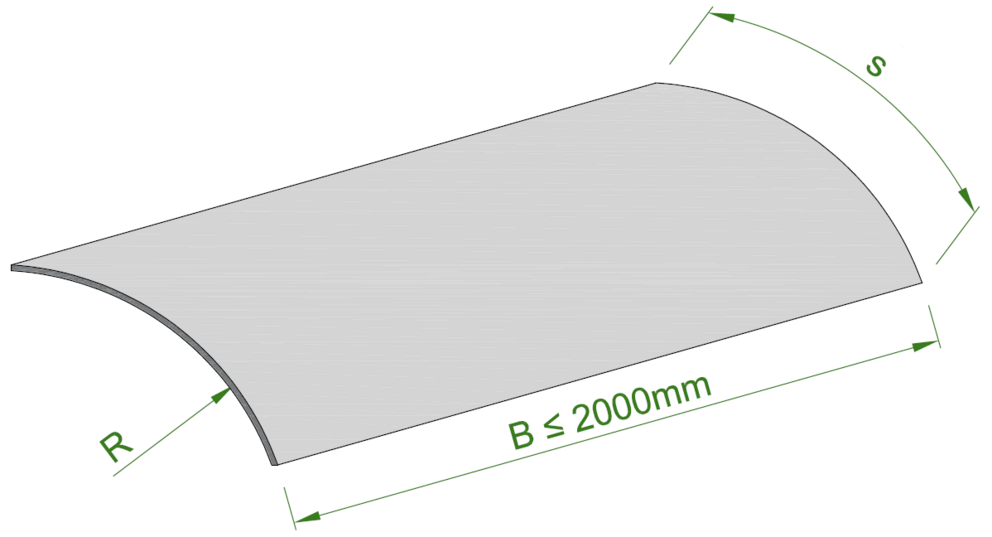
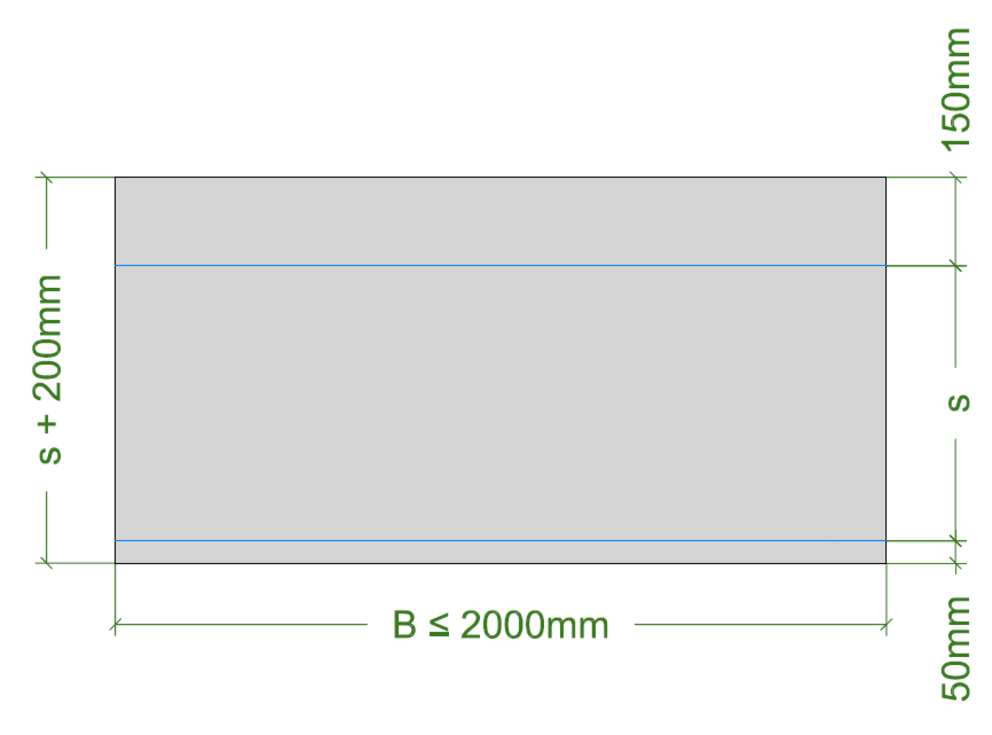
V důsledku ohýbání na válcích mají desky na výstupu malou otlačeninu, kterou PREFA odřeže. Dbejte na rozměry surového materiálu! Přířez je totiž na koncích desek o 200 mm větší než efektivně potřebný rozměr oblouku. K rozměru oblouku (s) se na jednom konci přičítá 150 mm a na druhém 50 mm.



Lze stáhnout pouze obsah z jedné kategorie produktů. Pokud potřebujete obsah z více kategorií, vytvořte prosím pro každou produktovou oblast samostatný soubor ke stažení.
